PP点胶背模带在SMT工艺中的关键应用与技术解析
凯瑞尔电子材料
一、前言
在SMT(表面贴装技术)封装中,载带(Carrier Tape)作为电子元器件的承载和运输载体,其性能直接影响贴片效率和产品可靠性。PP点胶背模带作为一种新型载带,通过精密点胶工艺在基带上形成背胶层,能够有效固定元器件,防止其在运输和贴装过程中移位或掉落。本文将深入探讨PP点胶背模带的结构、工艺参数控制、常见问题及解决方案,以及选型建议,为SMT工程师提供技术参考。
二、产品基本结构与材料构成
2.1 分层结构说明
PP点胶背模带通常由三层结构组成:基材层、胶粘层和离型层。基材层采用聚丙烯(PP)材料,提供机械强度和尺寸稳定性;胶粘层为精密涂布的压敏胶,确保元器件牢固附着;离型层覆盖在胶粘层上,防止粘连,使用时剥离。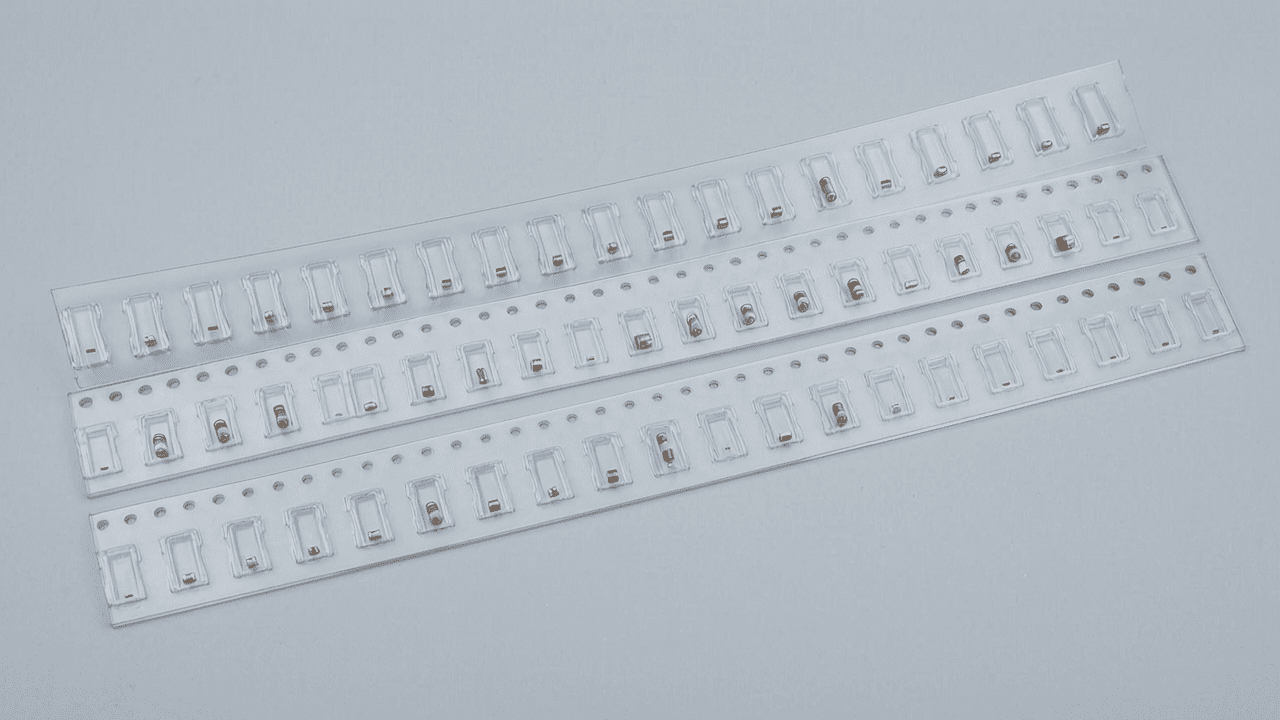
2.2 关键材料参数
以凯瑞尔电子材料有限公司的PP点胶背模带为例,其典型参数如下: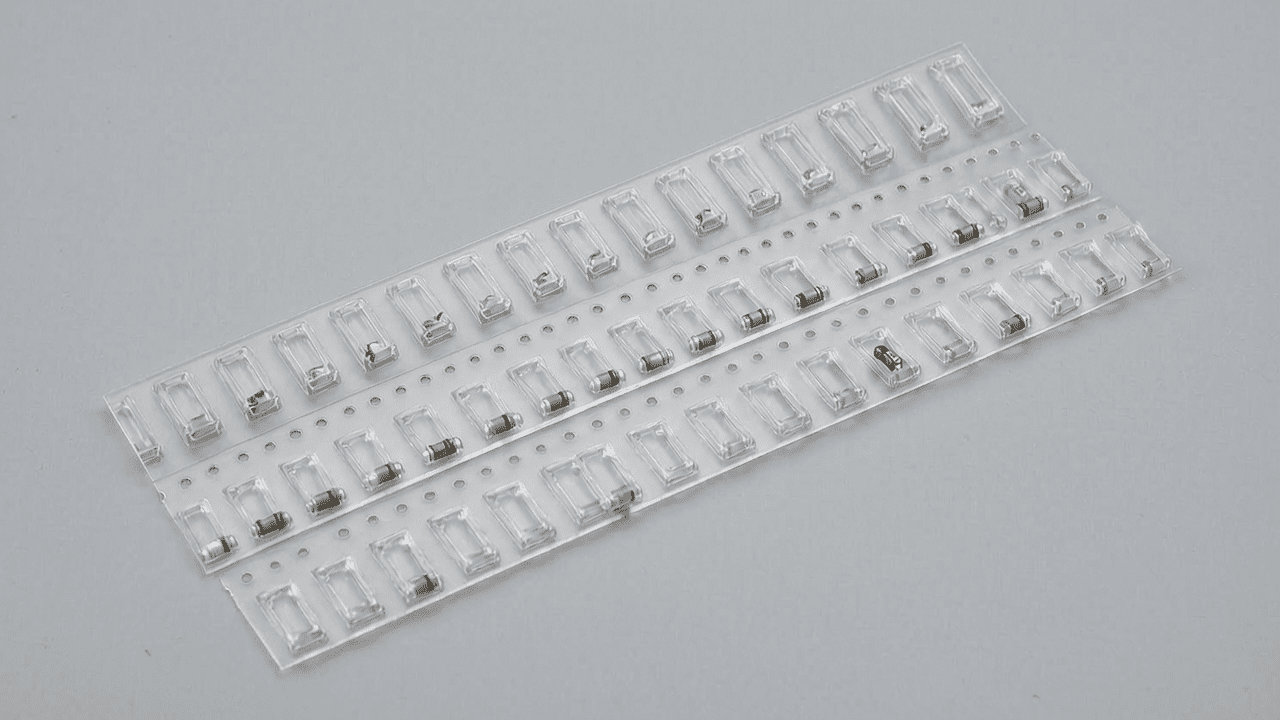
| 参数 | 典型值 |
|---|---|
| PET厚度(基材) | 0.30 mm |
| 胶型 | 丙烯酸压敏胶 |
| 表面电阻 | 10^6~10^9 Ω/sq |
| 剥离力(对不锈钢板) | 5~15 N/25mm |
| 耐温范围 | -40°C ~ +85°C |
该产品具备高精度尺寸控制(±0.05mm),适用于多种元器件类型,如芯片、连接器、LED、电阻电容等。
三、核心工艺参数控制
3.1 温度、压力、时间的推荐范围
在PP点胶背模带的使用过程中,封合工艺参数对最终品质至关重要。推荐参数范围如下:
| 参数 | 推荐范围 |
|---|---|
| 封合温度 | 180~220°C |
| 封合压力 | 0.2~0.4 MPa |
| 封合时间 | 0.5~1.5秒 |
3.2 各参数对品质的影响关系
温度过高会导致基材变形或胶层过度流动,影响尺寸精度和粘附力;温度过低则胶层无法充分活化,导致剥离力不足。压力过大可能压坏元器件或造成胶层溢出,压力过小则封合不牢。时间过长同样会引起热损伤,过短则胶粘不充分。
3.3 工艺窗口优化建议
建议在实际生产中通过DOE(试验设计)方法确定最佳参数组合。例如,对于LED元件,可采用200°C、0.3 MPa、1.0秒的初始参数,然后根据剥离力测试结果微调。同时,需注意环境温湿度对胶粘性能的影响,建议车间温度控制在23±5°C,相对湿度40~60%。
四、常见问题及解决方案
| 现象 | 原因 | 解决措施 |
|---|---|---|
| 元器件在载带中松动或移位 | 胶粘力不足或封合参数不当 | 提高封合温度或压力;检查胶层厚度是否均匀 |
| 剥离力过大,上料困难 | 胶层过厚或封合过度 | 降低封合温度或时间;检查胶型是否适合 |
| 载带变形或翘曲 | 封合温度过高或冷却不均 | 降低温度;优化冷却环节 |
| 胶层残留污染元器件 | 胶粘剂迁移或离型层剥离不良 | 更换离型力合适的离型膜;检查存储环境 |
| 尺寸偏差导致贴装不良 | 载带精度不足或吸潮变形 | 选用高精度载带(如±0.05mm);控制存储湿度 |
五、品质检验标准
5.1 来料检验(IQC)
来料检验包括外观、尺寸和剥离力测试。外观要求无划伤、污染、气泡;尺寸公差符合规格书;剥离力按GB/T 2792标准测试,需在5~15 N/25mm范围内。
5.2 过程检验(IPQC)
过程检验抽检频率为每批次至少5卷,每卷截取1米样品。检验项目包括:封合强度、元器件位置偏移量、载带平面度等。标准要求:元器件位置偏移≤0.1mm,平面度≤0.2mm。
5.3 可靠性验证
可靠性验证包括老化测试(85°C/85%RH,1000小时)、高低温循环(-40°C~+85°C,100次)和运输振动测试(ASTM D4169)。测试后剥离力变化率应小于20%,无胶层开裂或元器件脱落现象。
六、选型建议
| 元器件类型 | 推荐方案 | 关键考虑 |
|---|---|---|
| 电阻电容、LED | PP点胶背模带,胶厚0.02~0.05mm | 胶粘力适中,易剥离 |
| 小型IC、连接器 | PP点胶背模带,胶厚0.05~0.10mm | 增强固定,防止移位 |
| 大尺寸IC、BGA | PP点胶背模带+托盘 | 需配合托盘使用,确保平整度 |
| 管装IC、SOP | PP点胶背模带,胶型耐高温 | 注意耐温性,避免胶层软化 |
七、结语
PP点胶背模带以其高精度、优异的粘附性能和广泛的适用性,成为SMT工艺中不可或缺的包装材料。凯瑞尔电子材料有限公司凭借21年载带研发制造经验,提供±0.05mm精度的产品,0起订量,免费开模送样,助力中小批量生产和品质严苛的应用场景。如需了解更多技术细节或获取样品,欢迎访问凯瑞尔官网或联系我们的技术团队,共同探讨SMT包装解决方案。
